高温下でのボルト荷重リラクゼーションに対する軸受面のローレット加工の影響
ASTM F3394/F3394M に準拠するHYTORCの反力ワッシャーとバックアップワッシャーには座面にローレットが付いています。これらのローレットは摩擦発生源として機能し、ワッシャーが反回転力となり反力点として機能できるようにします。バックアップワッシャーのローレット加工はナット供回り防止機能を有するためバックアップレンチが不要になります。
一部のお客様から「高温下でハイトークワッシャーを使用する場合、そのローレット加工がリラクゼーションを発生させるのではないか?」という懸念が寄せられたため、これらの影響を明らかにするための試験を当社で行いました。
ボルト締結部のリラクゼーションは材料構造の微細な変化とボルトナット座面間の座屈結果として発生し、時間と温度の両方によって悪化する可能性があります。この試験は高温使用下後の座屈によるリラクゼーションのベアリング表面のローレットによる影響を特定して明らかにするために行われました。
リラクゼーション試験には調査中の軸受面の座屈を覆い隠す可能性のある典型的な変形とガスケットの影響を排除するために、厚さ 6 インチの ANSI B16.5 1500# ASTM A105 ブラインドフランジを使用しました。
試験手順

FIGURE 1 に示す 12本のボルトのブラインド フランジには、テスト 品 (ローレット ワッシャー) と比較品 (ワッシャーなし) が使用されました。 すべての被試験体は Jetlube™ 550 Extreme を使用し、60ksi のトルクで締められました。 すべてのボルト荷重は伸び測定に基づいています。
組立時荷重に対するリラクゼーションは、最初の組み立てから 4 時間と 24 時間後に測定されました。 アセンブリを保持し、750°F (399°C) で 336 時間加熱後、炉から取り出して24 時間と 48 時間の間隔でリラクゼーションを測定しました。
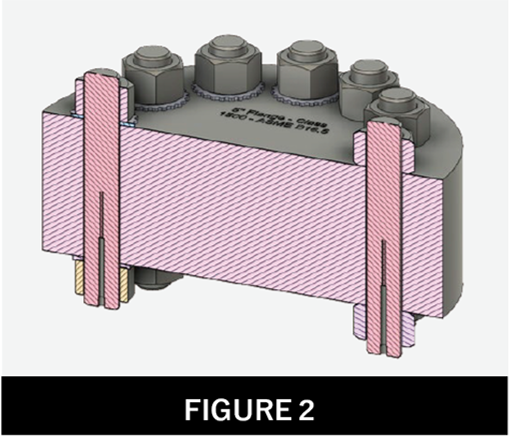
それぞれの1-1/2”-8 グレード B16 ボルトに、FFIGURE2に示すようにRT-Bolt による伸びロッドが装備されました。伸びの測定は、RT-Bolt 付属のダイヤル インジケーターを使用して実施されました。
すべてのナットは ASTM A194 グレード 7 が使用され、テスト品グループには、AISI 4140 で40 ~ 44 HRC に調整され製造された、ASTM F3394/F3394M リアクション とバックアップ ワッシャー(ローレット加工)が含まれていました。対照品 グループは、ワッシャーなしで荷重されたため、グリップ長に 4% の差が生じました。
結果
初期の組立荷重に対するリラクゼーションの平均値を図 3 (FIGURE3)にグラフで示します。対照製品とテスト品で、組み立て後 4 時間と 24 時間のリラクゼーションにはわずかな違いしかありませんでした。
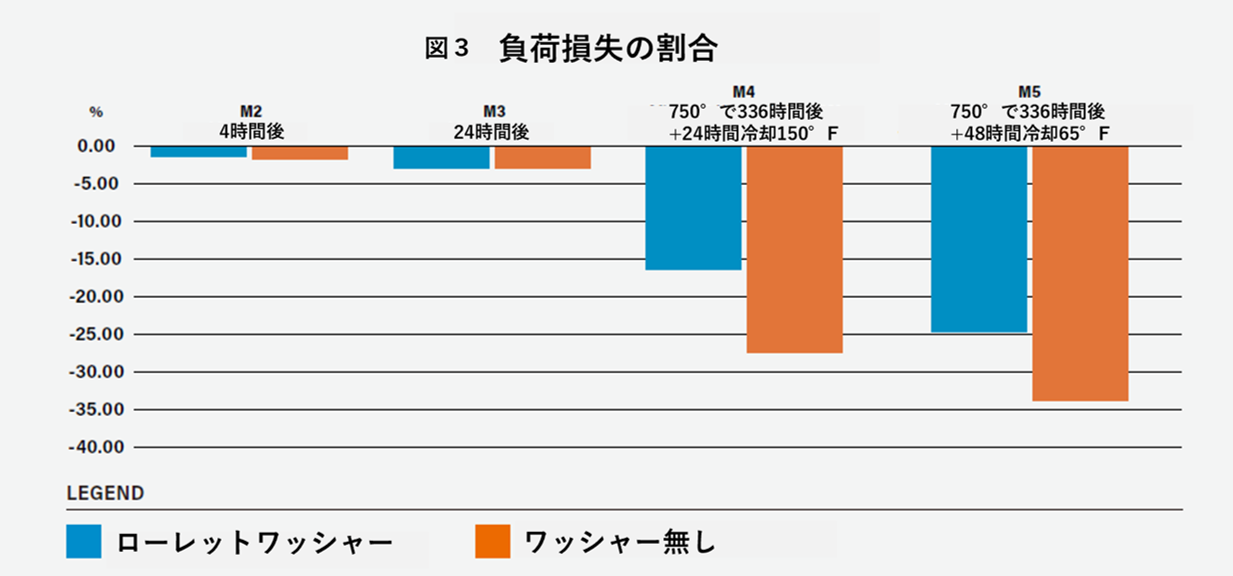
750°F (399°C) で 336 時間加熱後、対照群と試験群の間に有意な差異が認められました。 すべての伸び測定値は、図 4(FIGURE4) に示す 3 個の個別の測定値の平均として記録されました。試験装置は炉から取り出後 24 時間で 150°F (65°C) に自然冷却されました。 この 24 時間後の時点で、テスト グループの平均リラクゼーション率は 16.3% でしたが、対照グループは 27.5% でした。
テストフランジは、48 時間後に周囲温度まで完全に冷却されました。 この 48 時間後の時点で、テスト グループの平均リラクゼーション率は 24.8% 、対照グループは 33.9% でした。

結論
このリラクゼーションの研究では、ASTM F3394/F3394M ローレット付きワッシャーで組み立てられたテスト 品グループは、対照品よりもリラクゼーションが 9.2% 少ないという結果になりました。ハードウェア。 応力、温度、時間の上昇を含むこれらの特定の条件では、ローレット加工されたワッシャーがリラクゼーションを減らすことが示されています。