ボルト締結では単に強く締めれば良いわけではありません。締付トルクが不足すると緩みや脱落の原因になり、反対に締め過ぎるとボルトの伸び過ぎや破断につながる可能性があります。また、同じトルクで締め付けても、摩擦状態や潤滑の有無によって発生する軸力は変化します。そのため、トルク管理では締付トルクだけでなく、軸力・摩擦・工具精度・作業手順を総合的に管理することが重要です。本記事ではトルク管理の基本から必要性、代表的な管理方法、軸力との関係、注意点までわかりやすく解説します。
トルク管理とは

トルク管理とはボルトやナットを適切な締付トルクで締め付ける事で必要な軸力を安定して得られるように管理することです。ここでいう「トルク」とはボルトを回転させる力のことであり、「軸力」とはボルトが締め付けられることで発生する引っ張る力のことを指します。ボルト締結ではただ強く締めれば良いわけではありません。締付力が不足すると振動などによってボルトが緩みやすくなり、部品の脱落や液漏れ、機械故障の原因になります。
一方で、締め過ぎるとボルトが伸び過ぎたり破断したりする恐れがあります。そのため、適切な締付状態を安定して再現するためにトルク管理が重要になります。特に製造業・建設・プラント・橋梁・風力発電・鉄道・自動車など、安全性が求められる分野ではトルク管理が広く行われています。例えば大型設備では、ボルト1本の締付不良が重大事故につながる可能性もあるため、規定トルクを守って締め付けを行うことが非常に重要です。
また、実際のボルト締結では摩擦の影響によって発生する軸力が変化します。たとえ同じトルク値で締め付けたとしても、潤滑油の有無や表面状態によって締付結果が変わることがあります。そのため、単に数値だけを見るのではなく、工具の管理や締付条件の統一も含めて行うことがトルク管理の基本です。
【参考記事】確実な締付けのための軸力とは何か
なぜトルク管理が必要なのか
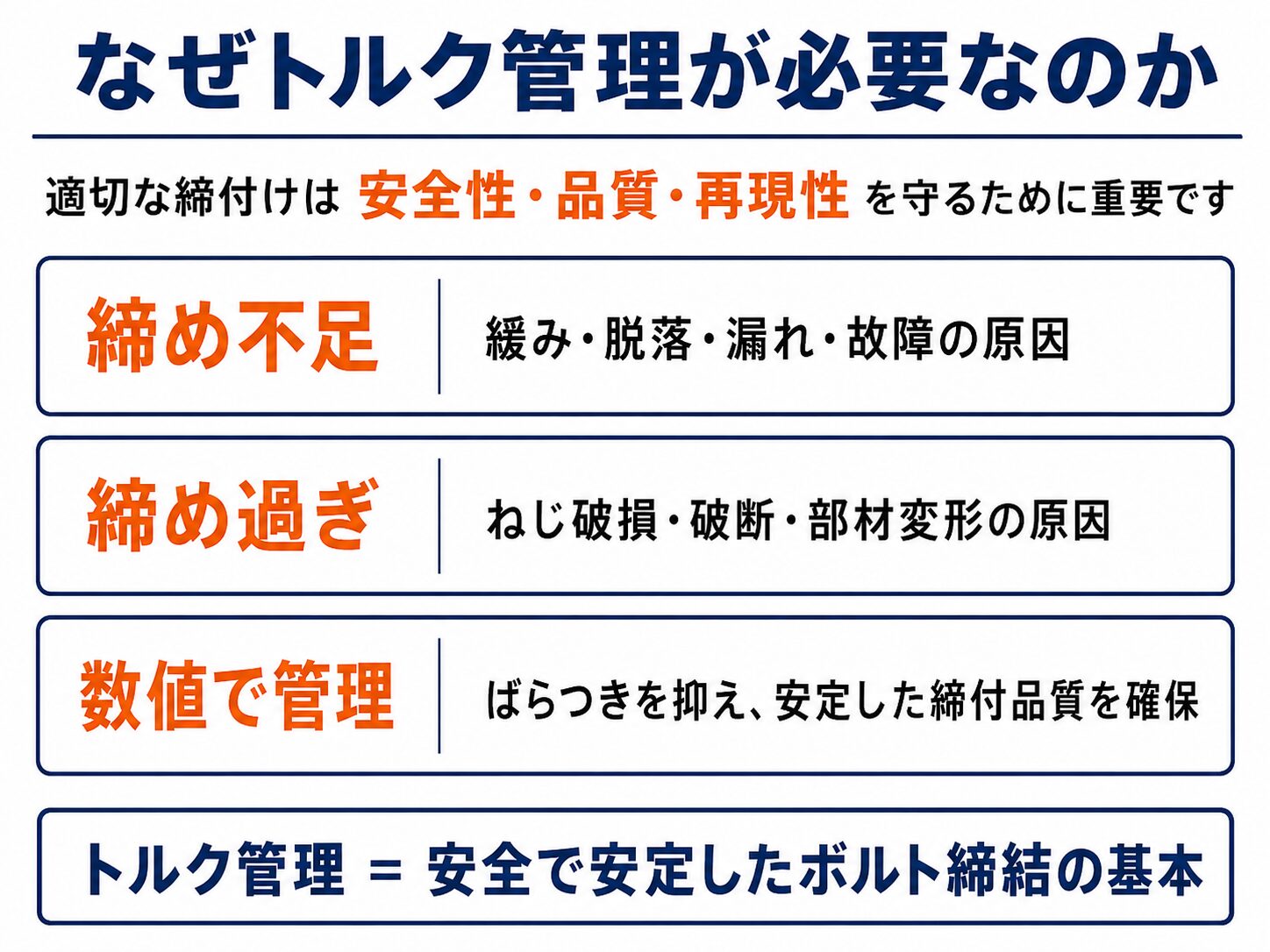
トルク管理が必要な理由はボルトやナットを適切な力で締め付けなければ、機械や構造物の安全性や品質に大きな影響を与えるためです。ボルト締結では「締め不足」と「締め過ぎ」のどちらも問題になるため、適切な締付状態を安定して再現することが重要になります。例えば締付力が不足している場合、振動や衝撃によってボルトが徐々に緩み、部品の脱落や機械故障、油漏れ・水漏れなどにつながる可能性があります。特に建設機械、プラント設備、橋梁、風力発電設備などでは、ボルトの緩みが重大事故につながることもあるため、適切なトルク管理が欠かせません。
一方で必要以上に強く締め付けることも危険です。ボルトには強度限界があるため、過剰な締付によってボルトが伸び過ぎたり、ねじ山が破損したり、最悪の場合は破断する恐れがあります。また、被締結物が変形してしまい、本来の性能を発揮できなくなるケースもあります。さらに、実際のボルト締結では作業者の感覚だけで締め付けを行うと締付力にばらつきが発生します。同じ人が作業しても、工具や姿勢、潤滑状態によって締付結果は変化します。そのため、トルクレンチや油圧トルクレンチなどを使用して締付条件を数値で管理し、誰が作業しても安定した締付品質を確保することが重要になります。
【参考記事】降伏点の重要性とその理解を深める
トルク管理と軸力管理の違い
トルク管理と軸力管理の違いは、「何を基準にして締付状態を管理するか」です。トルク管理は、ボルトやナットを締め付けるときの回転力である「締付トルク」を基準に管理する方法です。例えば「100N・mで締め付ける」と決めて、トルクレンチや電動トルクレンチなどでその値まで締め付けます。作業がしやすく、多くの現場で使われていますが、摩擦の影響を受けるため、同じトルクで締めても発生する軸力が変わることがあります。
一方、軸力管理は、ボルトに実際に発生している「軸力」を基準に管理する方法です。軸力とは、ボルトが引き伸ばされることで部材同士を押さえつける力のことです。軸力管理では、ロードセルや超音波軸力計、専用ワッシャーなどを使って、ボルトにどの程度の締付力が発生しているかを確認します。簡単に言えば、トルク管理は「どのくらいの力で回したか」を管理する方法で、軸力管理は「ボルトがどのくらいの力で部材を締め付けているか」を管理する方法です。
一般的な締付作業では作業性やコストの面からトルク管理が多く使われます。一方で、大型設備や重要構造物など、高い締付精度が求められる場面では、より直接的に締付状態を確認できる軸力管理が有効です。
トルク管理と軸力の関係
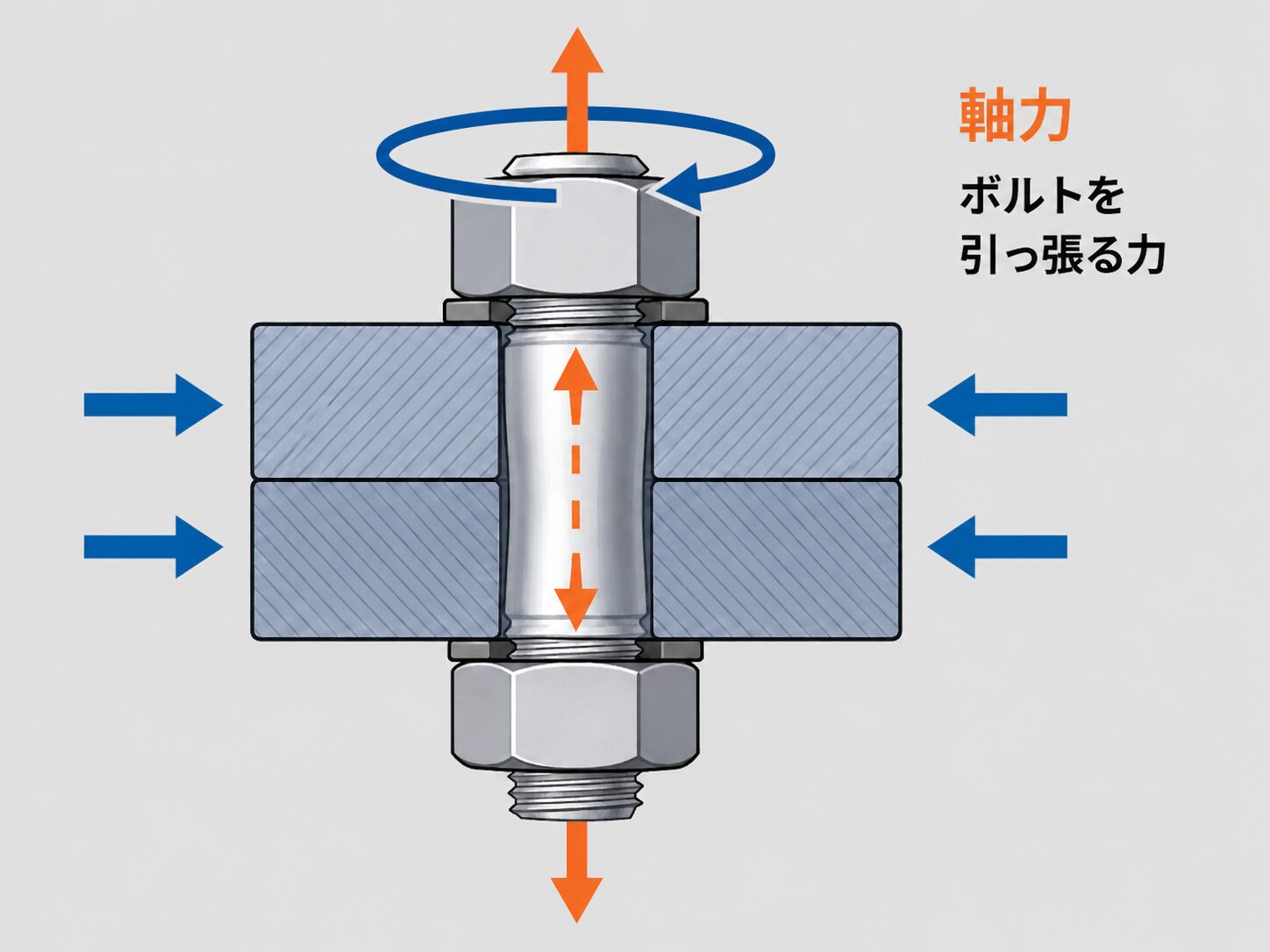
トルク管理を理解するうえで重要なのが「軸力」の存在です。ボルト締結では、単にボルトを回転させることが目的ではなく、ボルトを引っ張る力である「軸力」を発生させることが本来の目的になります。軸力が発生することで、締結される部材同士が強く押し付けられ、機械や構造物を安定して固定することができます。
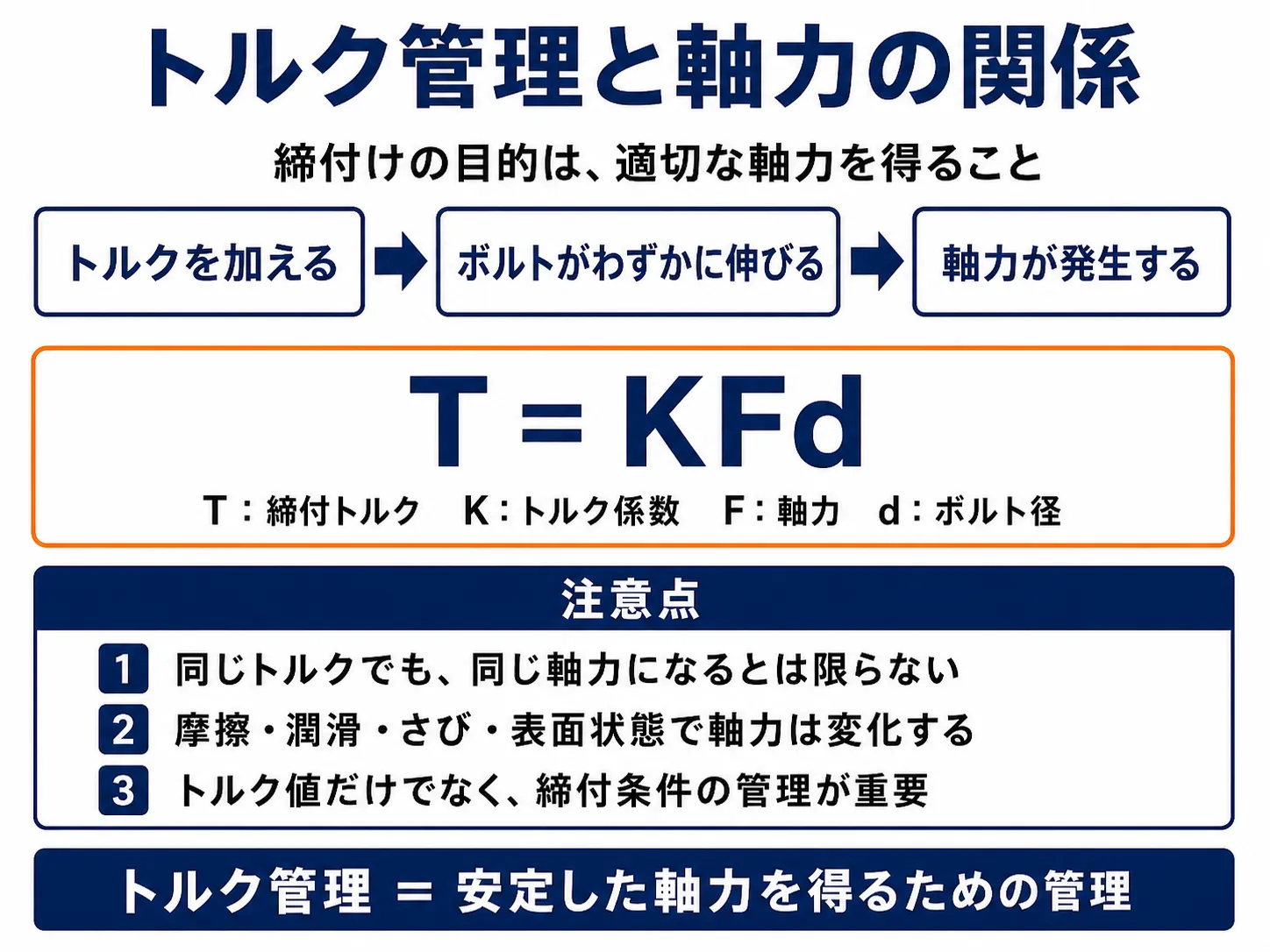
ボルトを締め付ける際には、回転させる力である「トルク」を加えます。そして、そのトルクによってボルトがわずかに伸びることで軸力が発生します。つまり、トルク管理とは最終的に適切な軸力を得るために行う管理とも言えます。ボルト締結では一般的に次の関係式が使用されます。
この式では、T が締付トルク、K がトルク係数、F が軸力、d がボルト径を表しています。つまり、必要な軸力を得るためには、ボルト径やトルク係数を考慮したうえで適切な締付トルクを設定する必要があります。
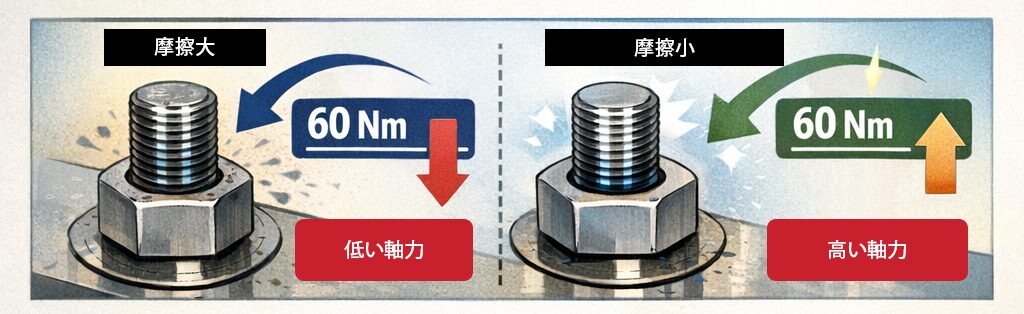
ただし、実際には同じトルク値で締め付けても、常に同じ軸力が得られるわけではありません。これはボルト締結において摩擦の影響が非常に大きいためです。例えば、潤滑油が塗布されているボルトは滑りやすくなるため、少ないトルクでも大きな軸力が発生しやすくなります。一方で、錆びているボルトや表面状態が悪いボルトでは摩擦が大きくなるため、同じトルクで締めても十分な軸力が得られない場合があります。
また、締付トルクの多くは摩擦によって消費されており、実際に軸力へ変換されるエネルギーは一部しかありません。そのため、トルク管理では単にトルク値だけを見るのではなく、潤滑状態や表面処理、工具精度などを含めた管理が重要になります。
特に大型ボルトや高強度ボルトを使用する現場では、軸力不足が重大事故につながる可能性があります。そのため近年では、トルク法だけでなく、回転角法や軸力管理法など、より安定した軸力を得るための締付管理方法も使用されています。
トルク管理方法の種類
トルク管理にはさまざまな方法があり、使用するボルトの種類や必要な締付精度、現場条件によって使い分けられています。ボルト締結ではトルク管理以上に「どの程度安定した軸力を得たいのか」が重要になるため、目的に応じて適切な管理方法を選定することが必要です。
トルク法
トルク法とは、ボルトやナットをあらかじめ決められた締付トルクで締め付ける管理方法です。トルクレンチ、電動トルクレンチ、油圧トルクレンチなどを使用し、「何N・mで締め付けるか」を数値で管理します。ボルト締結の現場では最も一般的に使われている方法の一つです。
例えば、あるボルトの規定締付トルクが「100N・m」と決められている場合、作業者はトルクレンチを100N・mに設定し、その値に達するまでナットを締め付けます。設定トルクに到達すると、トルクレンチが「カチッ」と反応したり、電動工具が自動停止したりするため、作業者の感覚だけに頼らず締付状態を管理できます。
トルク法の大きなメリットは、作業が比較的簡単で、多くの現場に導入しやすいことです。専用の測定装置を使って軸力を直接測定しなくても、締付トルクを基準にして管理できるため、自動車整備、機械組立、建設機械、プラント設備、橋梁、風力発電設備など幅広い分野で使用されています。
ただし、トルク法には注意点もあります。ボルト締結で本当に重要なのは、ボルトに発生する「軸力」です。軸力とは、ボルトが引き伸ばされることで部材同士を押さえつける力のことです。トルク法では締付トルクを管理することで軸力を間接的に管理しますが、同じトルクで締め付けても、必ず同じ軸力になるわけではありません。
その理由は、摩擦の影響が大きいためです。ボルトやナットの座面、ねじ部の摩擦状態によって、トルクの伝わり方が変わります。潤滑油が付いていて滑りやすい場合は、同じトルクでも軸力が大きくなりやすくなります。反対に、錆びていたり汚れていたりして摩擦が大きい場合は、規定トルクで締め付けても十分な軸力が得られないことがあります。
つまり、トルク法は「締付トルクを一定にする方法」であり、「軸力を完全に一定にする方法」ではありません。そのため、正確なトルク管理を行うには、ボルトやナットの状態、潤滑の有無、座面の状態、使用する工具の精度、締付手順などをできるだけ統一することが重要です。
特に複数本のボルトを締め付ける場合は、一度で最終トルクまで締めるのではなく、段階的に締め付けることが一般的です。例えば、最終締付トルクの30%、60%、100%のように分けて締めることで、部材への荷重を均等にしやすくなります。フランジなどでは、対角線順に締め付けることで、片締めや軸力のばらつきを抑えることができます。
トルク法は、作業性と管理のしやすさに優れた実用的な方法です。一方で、摩擦条件によって軸力がばらつくという弱点もあります。そのため、一般的な締付管理には非常に有効ですが、高い締付精度が求められる重要部位では、回転角法、軸力管理法、張力法などと比較しながら、目的に合った管理方法を選ぶことが大切です。
回転角法
回転角法とは、ボルトやナットを一定の角度だけ回転させることで締付状態を管理する方法です。最初にボルトやナットを軽く締め付けて部材同士を密着させ、その後、指定された角度だけさらに回転させて軸力を発生させます。
例えば、まずスナッグトルクと呼ばれる低めのトルクで仮締めを行い、部材のすき間をなくします。その後、「そこから90度回転」「そこから120度回転」のように、決められた角度だけナットまたはボルトを回して締め付けます。このように、最終的な締付状態をトルク値だけではなく、回転した角度で管理するのが回転角法です。
回転角法の特徴は、トルク法よりも摩擦の影響を受けにくいことです。トルク法では、ねじ部や座面の摩擦状態によって、同じトルクで締めても発生する軸力が大きく変わることがあります。一方、回転角法では、部材が密着した後にボルトを一定角度だけ回転させるため、ボルトの伸び量を比較的安定させやすくなります。ボルトが伸びることで軸力が発生するため、結果として軸力のばらつきを抑えやすい管理方法といえます。
身近な例でいえば、ナットをある程度締めたあとに「さらに半回転させる」「さらに4分の1回転させる」といった管理に近い考え方です。ただし、実際の現場では感覚で回すのではなく、角度ゲージ付きの工具や、角度管理機能を備えた電動工具などを使って正確に管理します。
回転角法は、自動車のエンジン部品や高力ボルト締結など、比較的安定した軸力が求められる場面で使用されます。特に、締付トルクだけでは軸力のばらつきが大きくなりやすい場合に有効です。ボルトやナットの摩擦状態に多少の違いがあっても、一定角度だけ回転させることで、トルク法より安定した締付結果を得やすくなります。
ただし、回転角法にも注意点があります。最初の仮締めが不十分で部材同士にすき間が残っていると、その後に指定角度だけ回転させても、すき間を埋めるために回転が使われてしまい、十分な軸力が得られないことがあります。そのため、回転角法では、最初に部材をしっかり密着させることが非常に重要です。
また、ボルトの長さや剛性、被締結物の硬さによっても、同じ角度で回したときに発生する軸力は変わります。薄い部材や柔らかい部材では、部材側の変形が大きくなり、想定どおりの軸力が出にくい場合があります。そのため、回転角法を使用する際には、対象となるボルトや部材に適した締付条件を事前に設定する必要があります。
まとめると、回転角法は「仮締め後に決められた角度だけ回して締め付ける方法」です。トルク法よりも摩擦の影響を受けにくく、軸力を安定させやすいメリットがあります。一方で、仮締め状態や部材の条件によって結果が変わるため、適切な手順と管理条件を守ることが重要です。
軸力管理法
軸力管理法とは、ボルトに実際に発生している「軸力」を確認しながら締付状態を管理する方法です。軸力とは、ボルトが締め付けられることで引き伸ばされ、部材同士を押さえつける力のことです。ボルト締結で本当に重要なのは、工具で加えるトルクそのものではなく、この軸力が適切に発生しているかどうかです。
トルク法では、締付トルクを管理することで軸力を間接的に管理します。しかし、ボルトやナットの摩擦状態、潤滑の有無、座面の状態によって、同じトルクで締めても発生する軸力は変わります。これに対して軸力管理法では、ボルトに発生している軸力を直接、またはそれに近い形で確認するため、より締付状態を正確に管理しやすいという特徴があります。
例えば、軸力を測定できる専用ワッシャーやロードセル、超音波軸力計、ひずみゲージ付きボルトなどを使用して、ボルトにどの程度の引張力が発生しているかを確認します。目標軸力が「100kN」と設定されている場合、単に「何N・mで締めたか」ではなく、実際にボルトに100kN前後の軸力が発生しているかを見ながら管理します。
軸力管理法の大きなメリットは、締結品質を高い精度で確認しやすいことです。トルク法では摩擦の影響によって軸力にばらつきが出ることがありますが、軸力管理法では実際の締付結果を確認できるため、重要なボルト締結部の信頼性を高めやすくなります。そのため、大型設備、重要構造物、試験設備、研究開発、プラント、橋梁、風力発電設備など、締付精度や安全性が特に求められる場面で使用されることがあります。
一方で、軸力管理法はトルク法に比べて手間やコストがかかりやすい点に注意が必要です。専用の測定機器やセンサーが必要になる場合があり、すべてのボルトを常に軸力管理するのは現実的でないケースもあります。また、測定方法によっては事前準備や校正、測定条件の統一が必要になります。
そのため、軸力管理法は「すべての締付作業で使う方法」というよりも、「特に高い精度や安全性が求められる締結部で使用する管理方法」と考えるとわかりやすいです。一般的な締付作業ではトルク法が多く使われますが、より確実に締付品質を確認したい場合には、軸力管理法が有効になります。
まとめると、軸力管理法は、ボルトに発生している締付力を直接確認しながら管理する方法です。トルク値だけでは判断しにくい締結状態を把握できるため、高精度なボルト締結に適しています。ただし、専用機器や測定手順が必要になるため、必要な精度や重要度に応じて採用することが大切です。
トルクこう配法
トルクこう配法とは、ボルトやナットを締め付けるときに発生する「トルクの増え方」を見ながら締付状態を管理する方法です。ここでいう「こう配」とは、簡単に言えば変化の傾きのことです。つまり、ボルトを回した角度に対して、締付トルクがどのように増えていくかを確認しながら管理する方法です。
ボルトを締め付けていくと、最初は部材同士のすき間がなくなるまで比較的軽く回ります。その後、部材が密着すると、ボルトが引き伸ばされ始め、軸力が発生します。この段階になると、回転角度に対してトルクが一定の割合で増えていきます。さらに締め付けを続けると、ボルトやねじ部が降伏に近づき、トルクの増え方が変化します。トルクこう配法では、この変化を検出して締付状態を判断します。
例えば、トルク法では「100N・mまで締める」というように、最終的なトルク値を基準にします。一方、トルクこう配法では、単に最終トルクを見るのではなく、「締め付け中にトルクがどのように増えているか」を見ます。そのため、ボルトが適切に伸びて軸力が発生しているか、締付状態がどの段階にあるかをより細かく判断しやすくなります。
トルクこう配法のメリットは、トルク法よりも締付状態を把握しやすいことです。通常のトルク法では、摩擦の影響によって同じトルクでも軸力がばらつくことがあります。しかしトルクこう配法では、締付中の変化を見ながら管理するため、ボルトの状態や締付の進行具合をより正確に判断しやすくなります。
特に、ボルトを弾性域から塑性域に近い領域まで締め付けるような高精度な締結では、トルクの増え方の変化を確認することが重要になります。自動車のエンジン部品や重要な機械部品など、安定した締付品質が求められる場面で使われることがあります。
ただし、トルクこう配法には専用の制御装置や、トルクと角度を同時に測定できる工具が必要になることが多いです。作業者が通常のトルクレンチだけで簡単に行える方法ではありません。また、ボルトの材質、長さ、ねじ部の状態、被締結物の剛性などによってトルクの変化の出方が変わるため、事前に適切な条件設定を行う必要があります。
まとめると、トルクこう配法は「締付トルクの増え方を見ながら締付状態を管理する方法」です。単純に規定トルクまで締めるトルク法よりも、締付中の状態を詳しく確認しやすい点が特徴です。一方で、専用工具や管理条件が必要になるため、一般的な作業よりも、高い締付精度が求められる重要部位に適した管理方法といえます。
張力法
張力法とは、ボルトを回して締め付けるのではなく、ボルトそのものを軸方向に引き伸ばして軸力を与える管理方法です。ボルトテンショナーなどの専用工具を使用し、油圧の力でボルトを引っ張った状態にしてからナットを締め付けます。
通常のトルク法では、ナットを回転させることでボルトを締め付けます。このとき、ねじ部や座面に摩擦が発生するため、加えたトルクの一部しか軸力に変換されません。一方、張力法ではボルトを直接引っ張って伸ばすため、摩擦の影響を受けにくく、より安定した軸力を得やすいという特徴があります。
作業の流れとしては、まずボルトにボルトテンショナーを取り付けます。次に、油圧ポンプでテンショナーに圧力をかけ、ボルトを上方向に引き伸ばします。ボルトが伸びた状態になると、締結部には必要な軸力が発生します。その状態でナットを座面まで回して密着させ、最後に油圧を抜くことで、ボルトに軸力が残ります。
例えば、大型フランジや圧力容器、風力発電設備、発電所、プラント設備などでは、大径ボルトを高い精度で締め付ける必要があります。このような現場では、通常のトルクレンチで非常に大きなトルクをかけるよりも、ボルトテンショナーで直接ボルトを引っ張る方が、安定した締付管理を行いやすい場合があります。
張力法の大きなメリットは、複数本のボルトに対して均一な軸力を与えやすいことです。フランジ締結のように多数のボルトを均等に締め付ける必要がある場合、複数のテンショナーを同時に使用することで、片締めや軸力のばらつきを抑えやすくなります。また、ナットを強い力で回す必要が少ないため、ねじ部や座面の摩擦による影響も小さくなります。
一方で、張力法には注意点もあります。ボルトテンショナーを取り付けるためには、ボルトの先端に十分なねじの余長が必要です。ナットから出ているねじ部が短い場合、テンショナーを装着できないことがあります。また、周囲に作業スペースが必要になるため、狭い場所では使用が難しい場合があります。
さらに、張力法は専用工具や油圧ポンプが必要になるため、トルク法に比べて設備コストが高くなりやすいです。そのため、すべての締付作業に使う方法というよりも、高い締付精度が求められる大型ボルトや重要設備で使用される管理方法と考えるとわかりやすいです。
まとめると、張力法はボルトテンショナーなどを使ってボルトを直接引き伸ばし、軸力を管理する方法です。摩擦の影響を受けにくく、安定した軸力を得やすい一方で、工具の装着条件や作業スペース、コスト面に注意が必要です。大型設備や重要構造物など、締付品質を特に重視する現場で有効な方法です。
トルク管理で使用する工具
トルク管理を正確に行うためには、用途や必要な締付精度に応じた適切な工具を使用することが重要です。ボルト締結では、作業者の感覚だけで締め付けを行うと締付力に大きなばらつきが発生するため、専用工具を使用して締付トルクを数値で管理することが一般的です。
トルクレンチ
最も代表的な工具が「トルクレンチ」です。トルクレンチは、設定したトルク値に達すると音や感触で知らせる工具であり、自動車整備や機械組立、設備保守など幅広い分野で使用されています。比較的小型のボルト締結で多く使用されており、適切な締付トルクを再現しやすいという特徴があります。このように、トルク管理で使用される工具にはさまざまな種類があり、それぞれ対応できる締付トルクや用途、管理精度が異なります。そのため、ボルトサイズや必要な締付精度、作業環境などに応じて適切な工具を選定することが重要です。
電動トルクレンチ
より大きなボルトや高トルクが必要な現場では、「電動トルクレンチ」が使用されることがあります。電動モーターの力で締め付けを行うため、作業負担を軽減しながら安定したトルク管理を行いやすくなります。特に大量締結作業や生産ラインなどでは、作業効率向上のために導入されるケースが多くあります。
油圧トルクレンチ
さらに、大型設備や高強度ボルトの締結では「油圧トルクレンチ」が使用されることがあります。油圧の力を利用して非常に大きな締付トルクを発生させることができるため、橋梁・プラント・風力発電・建設機械・船舶などの大型ボルト締結で広く使用されています。高トルクを安定して発生させやすく、大径ボルトの締付管理に適している点が特徴です。
デジタルトルクレンチ
デジタルトルクレンチとは、締付トルクをデジタル表示で確認しながらボルトやナットを締め付ける工具です。設定したトルク値に近づくと、音・光・振動などで作業者に知らせるため、締め過ぎや締付不足を防ぎやすくなります。
一般的なクリック式トルクレンチは、設定トルクに達すると「カチッ」と感触で知らせますが、デジタルトルクレンチは現在のトルク値を数値で確認できる点が特徴です。そのため、どのくらいの力で締め付けているのかを目で見ながら作業できます。
また、機種によっては締付データを記録できるものもあります。例えば「いつ・どのボルトを・何N・mで締めたか」を保存できるため、品質管理や作業記録が必要な現場で役立ちます。
一方で、電池切れやセンサー精度の管理が必要になるため、定期的な点検や校正が重要です。デジタルトルクレンチは、締付トルクを正確に確認したい作業や、作業記録を残したい現場に適したトルク管理工具です。
トルク管理の注意点
トルク管理を行う際には、単に規定トルクで締め付ければ良いというわけではありません。実際のボルト締結では、摩擦状態や工具精度、締付条件などさまざまな要因によって発生する軸力が変化するため、適切な管理を行わなければ締付不良につながる可能性があります。
特に注意が必要なのが摩擦の影響です。ボルトやナットの表面状態、潤滑油の有無、錆び、汚れなどによって摩擦係数は変化します。例えば潤滑剤が付着しているボルトは滑りやすくなるため、同じトルクでも大きな軸力が発生しやすくなります。一方で、錆びたボルトや表面状態の悪いボルトでは摩擦が増えるため、規定トルクまで締め付けても十分な軸力が得られない場合があります。
また、使用する工具の精度管理も重要です。トルクレンチや電動トルクレンチは長期間使用すると精度が徐々に変化することがあります。校正されていない工具を使用すると、表示値と実際の締付トルクにズレが発生し、締付品質が安定しなくなる可能性があります。そのため、定期的な校正や点検を行うことが重要です。
さらに、大型フランジや複数本のボルトを締め付ける場合には、締付順序にも注意が必要です。例えば一方向だけを順番に締め付けると荷重が偏り、フランジの歪みや軸力のばらつきが発生することがあります。そのため、対角線順や複数回に分けた増し締めなど、適切な締付手順で作業を行う必要があります。
加えて、インパクトレンチだけで最終締付を行うことにも注意が必要です。インパクトレンチは作業効率に優れていますが、正確なトルク管理には向いていない場合があります。そのため、最終的な締付確認はトルクレンチなどを使用して行うことが一般的です。
このように、トルク管理では単に数値を合わせるだけではなく、摩擦状態・工具精度・締付手順・作業環境などを総合的に管理することが重要になります。適切な管理を行うことで、ボルト締結の安全性や品質を安定して維持しやすくなります。
【参考記事】ISO/ASME(米国機械学会)準拠の技術文書(公開版)
STANDARD ASME B16.5 FLANGES: BOLT TIGHTENING AND TARGET LOADS
特に「ターゲット軸力の確保」「トルク管理の重要性」が中心テーマです。
https://www.researchgate.net/publication/381930086_STANDARD_ASME_B165_FLANGES_BOLT_TIGHTENING_AND_TARGET_LOADS